Operating an oxy-acetylene torch safely requires following proper procedures for lighting, adjusting, and shutting down the equipment. Missteps during any part of the process can result in equipment damage or serious injury. This guide walks you through the essential steps, ensuring both safety and efficiency.
Before lighting the torch, a thorough inspection and setup of the equipment are essential. Follow these steps for a safe start:
Inspect the Equipment: Check the oxygen and acetylene cylinders, hoses, and torch for any visible damage. Ensure all connections are tight and free of leaks by performing a pressure check. Never use a flame to detect leaks; instead, use an approved liquid leak detection solution.
Check the Regulators: Make sure that the regulator pressure adjustment screws are fully backed out, meaning no pressure should be applied before opening the valves. This step helps prevent damage to the equipment.
Purge the Gas Lines: Open and close each cylinder valve (oxygen and acetylene) individually to purge the hoses of any contaminants or leftover gases. This ensures a clean start when lighting the torch.
Lighting the Torch
Once the setup is complete, it’s time to safely ignite the torch:
Open the Fuel Valve Slightly: Open the acetylene valve approximately 1/8 to 1/4 of a turn. Too much acetylene can create black soot, so keep the adjustment light.
Ignite the Torch: Use a spark striker to ignite the acetylene at the tip of the torch. Never use a lighter or match.
Adjust the Flame: Increase the acetylene flow until the flame stops producing smoke. Then, slowly open the oxygen valve to achieve a neutral flame with a well-defined inner cone. This flame is optimal for cutting or welding.
Adjusting the Flame for Different Tasks
Fine-tuning the flame for your specific task is essential for performance and safety:
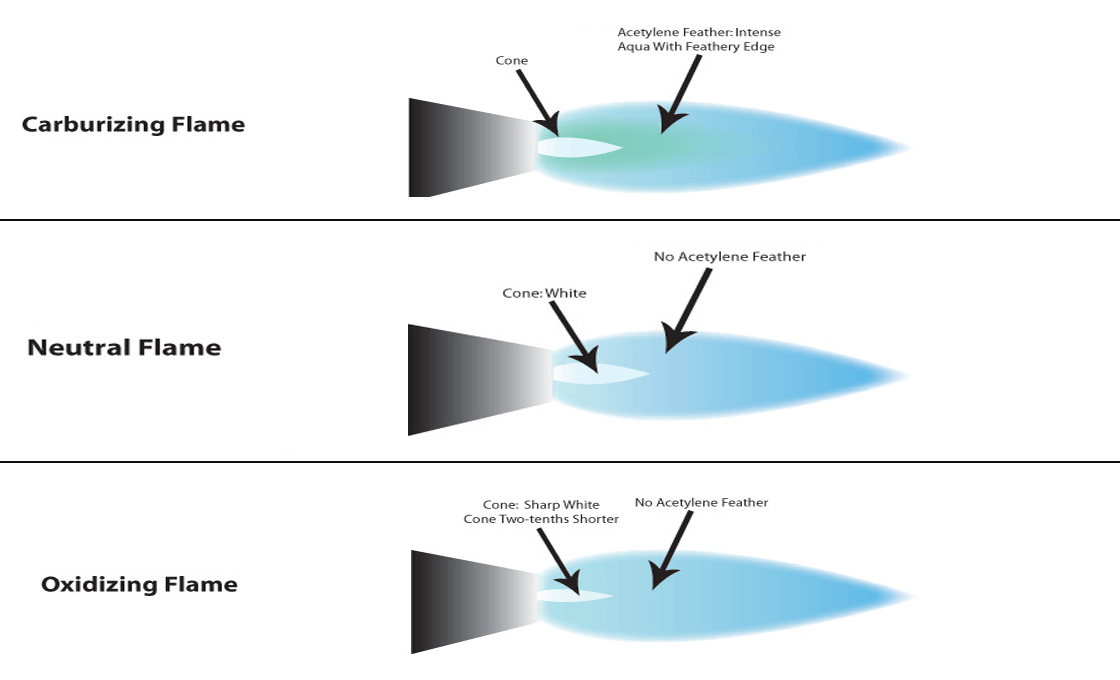
Neutral Flame: The goal is to create a balanced flame where the oxygen and acetylene burn evenly. This is useful for most cutting and welding tasks.
Carburizing Flame: If there is excess acetylene, the flame becomes carburizing. This type of flame is used for certain types of heating and welding.
Oxidizing Flame: Too much oxygen results in an oxidizing flame, which is generally not ideal for cutting steel but may be needed for working with non-ferrous metals.
Shutting Down the Torch Safely
After completing your task, it’s essential to follow the correct shutdown procedure to prevent gas leaks and damage to the equipment:
Close the Oxygen Valve First: Start by closing the oxygen valve on the torch handle. This helps prevent any unwanted reactions or buildup of pressure in the lines.
Close the Acetylene Valve: Once the oxygen valve is closed, shut off the acetylene valve. This ensures that the torch flame is completely extinguished.
Close the Cylinder Valves: After turning off both torch valves, go back to the cylinders and close the main oxygen and acetylene cylinder valves to cut off the gas supply completely.
Depressurizing and Purging the System
To safely release any remaining gas from the hoses and regulators, follow these steps:
Purge the Gas Lines: Open the oxygen and acetylene valves on the torch handle to release any residual gas left in the hoses. This step ensures that the system is fully depressurized before storage.
Back Off Regulator Adjusting Screws: Turn the regulator adjustment screws counterclockwise until they are fully backed out. This relieves pressure from the regulators, helping to maintain their longevity.
Maintenance and Storage
Proper maintenance and storage are vital to extending the lifespan of your torch and ensuring safe operation:
Inspect Hoses and Connections: Regularly check for cracks, leaks, or worn-out parts in the hoses and torch components.
Store Cylinders Securely: When not in use, make sure that the gas cylinders are stored upright in a well-ventilated area and secured to prevent them from falling over.
Cap the Cylinders: Place protective caps on the cylinder valves to avoid damage and protect the system.
Frequently Asked Questions (FAQ)
Q1: Why is it important to purge the gas lines before lighting an oxy-acetylene torch? A1: Purging removes any remaining gases or contaminants in the lines, ensuring a clean, safe start to the operation, which prevents internal combustion.
Q2: How much should you open the acetylene valve when lighting the torch? A2: Open the acetylene valve only 1/8 to 1/4 of a turn. This helps control the flame and prevents excessive soot or improper combustion.
Q3: What should you do if the flame “pops” when shutting down the torch? A3: If you hear a popping sound, shut off the oxygen first, then the acetylene. The pop can indicate carbon buildup inside the torch if done improperly.
Q4: What safety equipment should be used when operating an oxy-acetylene torch? A4: Safety goggles, flame-resistant clothing, welding gloves, and closed-toe leather boots are essential to protect from sparks, heat, and harmful UV rays.
Q5: Can an oxy-acetylene torch be used for cutting non-ferrous metals like aluminum? A5: Oxy-acetylene is primarily effective for ferrous metals like steel. Plasma cutting is typically better for non-ferrous metals like aluminum and copper.
Q6: Why is it important to slowly open the cylinder valves? A6: Slowly opening the valves prevents sudden pressure surges that could damage regulators and cause dangerous gas leaks.



 Fine-tuning the flame for your specific task is essential for performance and safety:
Fine-tuning the flame for your specific task is essential for performance and safety: To safely release any remaining gas from the hoses and regulators, follow these steps:
To safely release any remaining gas from the hoses and regulators, follow these steps: