
MIG welding is an essential technique in both aluminum and steel fabrication. However, weld defects are a common challenge that can compromise the quality of the final product. By understanding the causes and preventative measures, welders can significantly improve the durability and appearance of their work, ensuring high standards are met.
Table of Contents
1. Porosity
 Porosity is a common defect in both aluminum and steel MIG welding. It occurs when gas gets trapped in the weld pool, forming small holes or cavities that weaken the weld and affect its overall appearance.
Porosity is a common defect in both aluminum and steel MIG welding. It occurs when gas gets trapped in the weld pool, forming small holes or cavities that weaken the weld and affect its overall appearance.
Causes:
- Contamination on the workpiece, such as oil, grease, rust, or paint.
- Improper shielding gas flow or contamination in the shielding gas itself.
- Insufficient cleaning of aluminum surfaces, especially the oxide layer, which traps moisture.
How to Avoid:
- Thoroughly clean the surface before welding by using a wire brush or solvent to remove any contaminants.
- Ensure that the shielding gas flow is consistent and free from moisture or impurities. Check for leaks or blockages in the gas line.
- Use the correct shielding gas for the material: 100% argon for aluminum and a mix of argon and CO2 for steel. Also, make sure to avoid any drafts in the workspace that could disrupt the gas coverage.
Porosity is a significant issue, particularly for aluminum, where the lightweight nature of the material makes it more susceptible to gas entrapment than steel.
2. Lack of Fusion
 Lack of fusion occurs when the weld metal fails to bond properly with the base material or between weld passes in multi-pass welds. This defect results in weak joints and is particularly problematic for structural applications.
Lack of fusion occurs when the weld metal fails to bond properly with the base material or between weld passes in multi-pass welds. This defect results in weak joints and is particularly problematic for structural applications.
Causes:
- Low heat input or improper gun angles during welding.
- Excessive travel speed, which doesn’t allow the weld pool to adequately fuse with the base material.
- Contaminated surfaces, such as aluminum’s oxide layer or steel’s rust, which can block fusion.
How to Avoid:
- Adjust the welding angle to ensure good fusion. Typically, a gun angle of 0 to 15 degrees is ideal for MIG welding.
- Ensure the travel speed is not too fast, allowing the weld pool to melt the base metal properly.
- Clean the surfaces thoroughly before welding and consider using a pulse MIG setting for aluminum to help regulate heat input, reducing the likelihood of cold starts.
Ensuring proper fusion is essential, especially when welding thick materials or working with multi-pass welds, where poor fusion between layers can lead to failure.
3. Burn-Through
 Burn-through is a defect where the weld penetrates too deeply, creating holes in the base material. This issue is more common when working with thin metals, particularly aluminum, which requires precise control of heat input due to its lower melting point compared to steel.
Burn-through is a defect where the weld penetrates too deeply, creating holes in the base material. This issue is more common when working with thin metals, particularly aluminum, which requires precise control of heat input due to its lower melting point compared to steel.
Causes:
- Excessive heat input from high voltage settings or slow travel speed.
- Using inappropriate settings for thin materials.
How to Avoid:
- Lower the voltage and increase the travel speed to prevent the weld pool from overheating and burning through the metal.
- For aluminum, using pulse welding can help regulate heat input, making it easier to weld thinner materials without burn-through.
- When welding thinner steel, switch to short-circuit transfer mode, which produces less heat and avoids excessive penetration.
Controlling heat input is vital when welding thin aluminum or steel sheets to avoid damaging the workpiece.
4. Cracks (Hot Cracking and Crater Cracking)
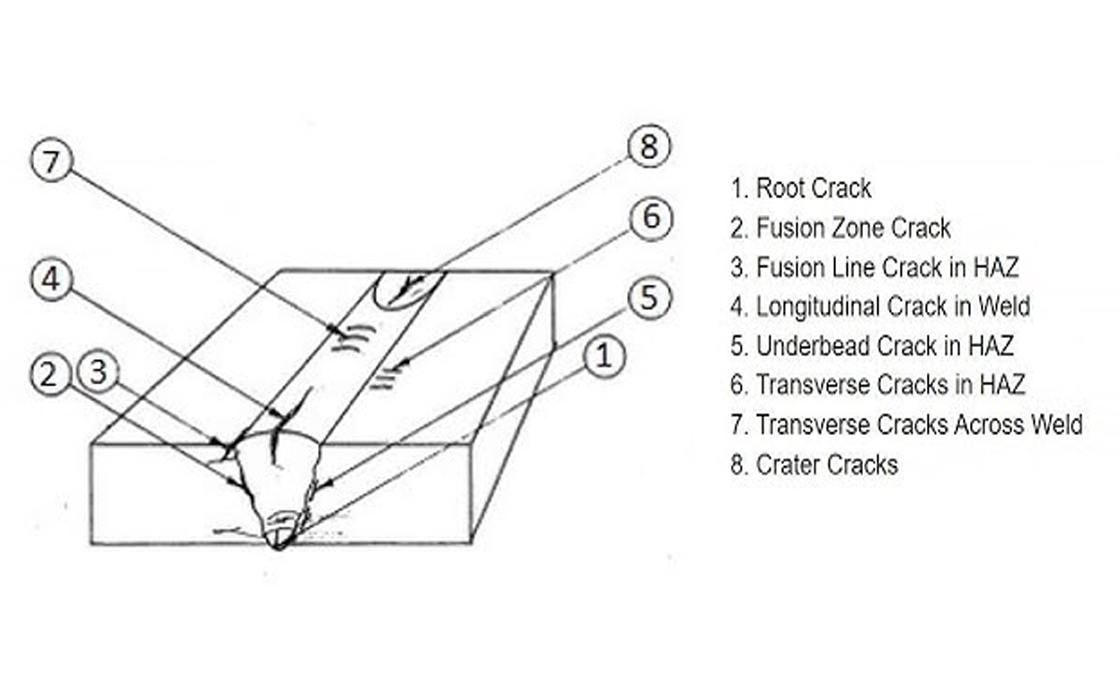 Cracks are one of the most severe defects in welding, as they can significantly weaken the structure. Crater cracks typically occur at the end of a weld bead when the weld pool cools too quickly, while hot cracking happens when excessive heat causes stress fractures in the weld metal or base material.
Cracks are one of the most severe defects in welding, as they can significantly weaken the structure. Crater cracks typically occur at the end of a weld bead when the weld pool cools too quickly, while hot cracking happens when excessive heat causes stress fractures in the weld metal or base material.
Causes:
- Rapid cooling of the weld pool, particularly at the end of the weld.
- Excessive heat input during the welding process, causing stress in the weld.
How to Avoid:
- Use a crater fill function on the welder or backtrack slightly at the end of the weld to fill the crater and prevent cracks.
- Preheat the material (especially aluminum) to prevent rapid temperature changes that lead to cracks.
- Control the cooling rate by using shorter arc lengths or adjusting the heat input to reduce thermal stress.
Cracks can compromise the structural integrity of both aluminum and steel welds, making them one of the most critical defects to address.
5. Undercutting
 Undercutting occurs when the weld metal fails to fill in the edges of the weld joint, leaving a groove or crater near the weld toe. This weakens the weld and makes it more prone to cracking along the edges.
Undercutting occurs when the weld metal fails to fill in the edges of the weld joint, leaving a groove or crater near the weld toe. This weakens the weld and makes it more prone to cracking along the edges.
Causes:
- High welding current or excessively fast travel speed, which prevents the weld pool from properly filling the joint.
- Incorrect gun angles that cause uneven distribution of the weld metal.
How to Avoid:
- Lower the welding current and reduce travel speed to allow the weld pool to fully fill the joint.
- Use the correct gun angle and maintain steady, consistent movement to ensure even distribution of the weld metal across the joint.
Undercutting is a common issue in fillet welds and can lead to structural failure if not properly addressed.
6. Excessive Spatter
Spatter consists of small droplets of molten metal that are expelled during the welding process. While spatter doesn’t necessarily weaken the weld, it can make the workpiece messy and increase cleanup time, especially in automotive or aesthetic applications.
Causes:
- Incorrect voltage settings or wire feed speed.
- Contaminated base metal or poor shielding gas coverage.
How to Avoid:
- Ensure proper voltage and wire feed speed settings according to the material being welded.
- Clean the base metal thoroughly and maintain consistent shielding gas flow to reduce contamination that leads to spatter.
While excessive spatter doesn’t impact the structural integrity of the weld, reducing it will improve the overall quality and appearance of the weld.
7. Incomplete Penetration
Incomplete penetration occurs when the weld doesn’t fully penetrate the joint, leaving a weak bond between the welded materials. This defect is more common in thicker materials, particularly steel.
Causes:
- Low welding current or improper joint preparation.
- A weld pool that is too small to penetrate the full thickness of the material.
How to Avoid:
- Increase the welding current and adjust the heat input to ensure proper penetration, especially on thicker steel sections.
- Prepare the joint properly, such as beveling the edges for thicker materials to allow for deeper penetration.
- Ensure that the root gap is sufficient for proper penetration in butt joints.
Incomplete penetration can weaken the weld and compromise the structural integrity, making it a critical defect to avoid in high-stress applications.
8. Inclusions (Slag and Oxide Inclusions)
Inclusions refer to foreign materials, such as slag or oxides, that become trapped in the weld. These inclusions can weaken the weld and lead to failure under stress.
Causes:
- Poor cleaning or preparation of the workpiece.
- Incorrect welding techniques that fail to eliminate slag between weld passes in multi-pass welds.
How to Avoid:
- Clean the base material thoroughly before welding, particularly when working with aluminum, which can form oxides quickly.
- In multi-pass welds, ensure that each pass is properly cleaned before the next layer is applied.
Inclusions can create internal weak points in the weld that may not be visible but can lead to failure over time.
Conclusion
Addressing MIG welding defects is crucial to maintaining strong, reliable welds in aluminum and steel applications. By paying attention to proper preparation, settings, and techniques, welders can minimize issues and ensure a high-quality finish that meets industry standards. Quality welding is key to both structural integrity and craftsmanship.